






















Шнуры для горячей сварки стыков
Подготовка
При транспортировании шнура сварочного при пониженных температурах - ниже минус 10 “С - необходимо перенести его в помещение стемпературой не ниже +15 °С и выдержать не менее 24 часов. Горячая сварка стыков полотен ПВХ напольных покрытий с помощью шнура сварочного должна производиться после укладки ПВХ напольных покрытий (согласно инструкции, с учетом времени высыхания используемого клея, но не ранее чем через 24 часа после укладки покрытия).
Для обеспечения хорошего качества горячей сварки необходимо убедиться в том, что на уложенном ПВХ покрытии в местах стыков полотен отсутствуют остатки используемого клея.
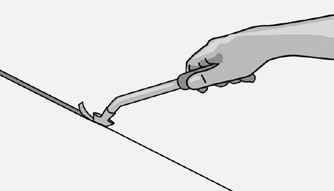
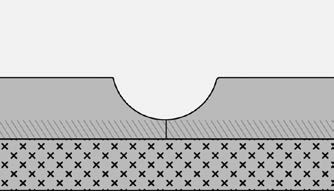
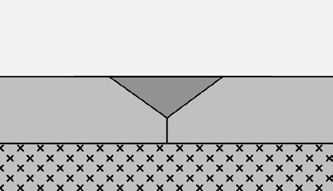
Разделка шва
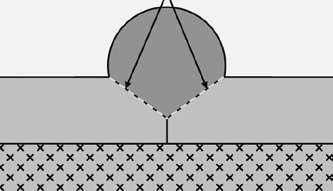
Сварка
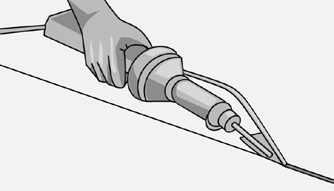
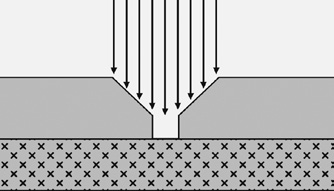
Температура и скорость сварки регулируются исходя из типа ПВХ напольного покрытия и шнура. Сварочный аппарат держать прямо, чтобы струя горячего воздуха попадала непосредственно на шнур и в канавку.
Правильная сварка
Неправильная сварка
Подрезка шнура
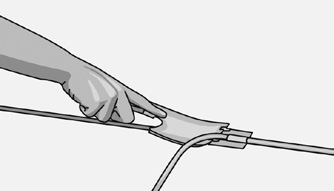
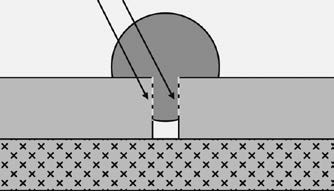
После сварки шва выступающая над ПВХ часть шнура подрезается. Подрезка производится в два этапа: первый срез делается сразу после сварки с помощью месяцевидного ножа и направляющей.
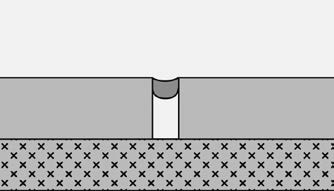
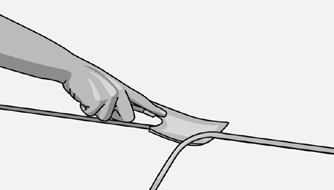
Второй срез выполняется месяцевидным ножом без направляющей после полного остывания сварочного шнура.


Метод горячей сварки шнуром рекомендуется Tarkett для горячей сварки стыков полотен коммерческих напольных ПВХ-покрытий любого вида в рулонах или в плитках. Горячая сварка с использованием шнура позволяет создать единую конструкцию пола, которая в процессе эксплуатации предотвращает проникновение влаги и загрязнений в швы, тем самым увеличивая срок службы линолеума.
 3,8мм
3,8мм

